Výrobní inžinieri čelia kritickej výzve: dosiahnuť konzistentné kovové spoje s vysokou pevnosťou bez tepelného poškodenia alebo deformácie materiálu. Tradičné metódy zvárania často spôsobujú tepelné napätie, oxidáciu a deformácie, ktoré môžu ohroziť presné komponenty. Ultrazvukové zváranie kovov ponúka proces spájania v pevnom stave, ktorý vytvára molekulárne väzby prostredníctvom vysokofrekvenčných vibrácií a tlaku, čím sa eliminujú zóny ovplyvnené teplom pri zachovaní vlastností materiálu a rozmerovej presnosti.
Táto príručka sa zaoberá 12 základnými aspektmi, ktoré rozhodujú o úspechu zvárania, od kompatibility materiálov až po stratégie optimalizácie procesov, ktoré zabezpečujú spoľahlivé výsledky výroby. Po práci na rôznych výzvach v oblasti spájania kovov v spoločnosti PTSMAKE som videl, ako môže správny prístup k ultrazvukovému zváraniu vyriešiť zložité problémy pri montáži.
Fyzikálne obmedzenia definujúce zvariteľnosť materiálu
Nie všetky kovy sa dajú ľahko zvárať. Zvariteľnosť materiálu nie je jednoduchá odpoveď "áno" alebo "nie". Závisí to od jeho základných fyzikálnych vlastností. Tieto vlastnosti určujú, ako materiál reaguje na proces zvárania. Pri technikách, ako je ultrazvukové zváranie kovov, je to veľmi dôležité. Ich pochopenie je kľúčom k úspechu.
Kľúčové faktory zvariteľnosti a ich vplyv na ultrazvukové zváranie
Niektoré vlastnosti sú dôležitejšie ako iné. Tvrdosť, ťažnosť a vodivosť zohrávajú veľkú úlohu. Hrúbka materiálu tiež stanovuje jasné limity.
| Vlastnosť | Vplyv na ultrazvukové zváranie |
|---|---|
| Tvrdosť | Príliš tvrdé zabraňuje plastickej deformácii |
| Ťažnosť | Umožňuje tok a spájanie materiálu |
| Vodivosť | Vysoká vodivosť rozptyľuje energiu |
| Hrúbka | Obmedzuje prenos vibračnej energie |
Tieto faktory spoločne určujú, či je vôbec možné vytvoriť pevný a spoľahlivý zvar.
Proces ultrazvukového zvárania kovových plechov
Úspech ultrazvukového zvárania závisí od fyziky. Tento proces využíva vysokofrekvenčné vibrácie na vytvorenie pevného spoja. Kov sa pri ňom neroztavuje. Namiesto toho využíva trenie a tlak.
Fyzika za obmedzeniami
Tvrdosť a ťažnosť: Tvrdosť je rozhodujúca. Ak je kov príliš tvrdý, vibrácie nemôžu vytvoriť dostatočné trenie alebo plastickú deformáciu v kĺbe. Povrchy sa nespoja. Naopak, dobrá tvárnosť umožňuje materiálom pod tlakom prúdiť a miešať sa, čím sa vytvorí pevný zvar. Mäkšie a tvárnejšie kovy sú vo všeobecnosti vhodnejšími kandidátmi.
Dvojitá úloha vodivosti: Záleží aj na tepelnej a elektrickej vodivosti. Vysoko vodivé materiály, ako je meď, môžu byť problematické. Príliš rýchlo rozptyľujú vibračnú energiu vo forme tepla. To zabraňuje dostatočnému nárastu teploty na rozhraní zvaru, aby došlo k zmäknutiu materiálu.
Obmedzenia hrúbky: Hrúbka materiálu je hlavnou fyzickou prekážkou. Ultrazvukové vibrácie musia prejsť cez vrchný diel, aby sa dostali do spoja. Hrubšie materiály túto energiu tlmiť. Tým sa znižuje účinnosť zvaru, čo sťažuje dosiahnutie pevného spoja. Celý tento proces závisí od vytvorenia dostatočného medzifázového sklz1 medzi povrchmi.
Vhodnosť materiálu na ultrazvukové zváranie je definovaná jeho fyzikálnym zložením. Tvrdosť, ťažnosť, vodivosť a hrúbka nie sú len abstraktné vlastnosti. Priamo ovplyvňujú, či sa môže vytvoriť pevný spoj v pevnom stave, pretože obmedzujú prenos energie a deformáciu materiálu na rozhraní zvaru.
Hlavné kategórie aplikácií ultrazvukového zvárania kovov
Ultrazvukové zváranie kovov je univerzálna technológia. Jej použitie je veľmi rozmanité. Každý typ si vyžaduje špecifický prístup a odborné znalosti. Rozdeľme si hlavné kategórie. Používajú sa v mnohých odvetviach. Od automobilového priemyslu až po zdravotnícke zariadenia. Proces je prispôsobený pre rôzne materiály a tvary.
Prehľad bežných aplikácií
- Spájanie drôtov: Automobilový priemysel, elektronika (meď, hliník)
- Tesnenie rúrok: Zdravotníctvo, HVAC (meď, hliník)
- Zváranie batérií: EV, spotrebná elektronika (meď, nikel, hliník)
- Spájanie fólií/listov: Obaly, solárne zariadenia (hliník, meď)
Pochopenie týchto kategórií je kľúčové. Pomôže vám to pri výbere správneho postupu pre váš projekt.
Druckerov megaškandál ČASŤ 4: Vyhrážky násilím a 20% úplatky?!
Riešenie výziev špecifických pre aplikáciu
Každá kategória ultrazvukového zvárania kovov predstavuje jedinečné prekážky. Úspech závisí od pochopenia týchto zložitostí. Nie je to len o vyvíjaní tlaku a vibráciách. Vyžaduje si to hlboké znalosti procesu.
- Zložitosti spájania drôtov: Spájanie drôtov sa môže zdať jednoduché. Kontrola zvarového spoja je však veľmi dôležitá. Príliš veľa energie môže poškodiť tenké drôty. Príliš malá má za následok slabé a nespoľahlivé spojenie. Veľkú úlohu tu zohráva aj kombinácia materiálov.
- Zváranie batérií a fólií: Výroba batérií je hlavnou oblasťou pre túto technológiu. Zváranie tenkých fólií na karty vyžaduje mimoriadnu presnosť. Akékoľvek poškodenie môže ohroziť výkon a bezpečnosť batérie. Hlavnou výzvou je udržanie konzistentnej kvality zvaru. Tá sa musí vykonávať na tisícoch dielov. Tento proces je veľmi citlivý na znečistenie povrchu.
Vysokofrekvenčné vibrácie vyvolávajú proces nazývaný akustické zmäkčenie2. Tým sa kov na chvíľu stane poddajnejším. Umožňuje spojenie v pevnom stave bez tavenia.
| Aplikácia | Kľúčová výzva | Prečo je to ťažké |
|---|---|---|
| Spájanie drôtov | Kontrola samovýrobkov zvaru | Vyváženie pevnosti spoja a celistvosti drôtu. |
| Tesnenie rúrok | Dosiahnutie hermetického utesnenia | Zabezpečenie, aby v kritických systémoch, ako je HVAC, nedochádzalo k únikom. |
| Zváranie batérií | Predchádzanie poškodeniu fólie | Tenké materiály sa ľahko roztrhnú alebo prehrejú. |
| Spájanie plechov | Udržiavanie rovinnosti | Veľké a tenké povrchy sa môžu pod tlakom deformovať. |
V minulých projektoch spoločnosti PTSMAKE sme obrábali komponenty pre zváracie prípravky. Chápeme, aká je presná výroba rozhodujúca pre efektívnu podporu týchto moderných metód spájania.
Ultrazvukové zváranie kovov je vysoko špecializované. Od spájania drôtov až po zváranie batérií, každá z nich má odlišné výzvy. Úspech závisí od pochopenia týchto nuáns a uplatnenia presnej kontroly procesu na dosiahnutie spoľahlivých a vysokokvalitných spojov pre každý špecifický prípad použitia.
Vplyv kombinácií materiálov na zváranie (napr. Cu-Al)
Zváranie rozdielnych materiálov, ako je meď a hliník, predstavuje jedinečnú výzvu. Hlavný problém spočíva v ich výrazne odlišných fyzikálnych vlastnostiach. Keď sa ich pokúsite spojiť, jednoducho sa nespoja. Na rozhraní zvaru reagujú chemicky.

Problém s miešaním kovov
Táto reakcia vytvára krehké vrstvy, ktoré môžu pri namáhaní spôsobiť zlyhanie zvaru. Tieto vrstvy sú tvrdé, ale nemajú dostatočnú húževnatosť. Sú slabým článkom reťaze.
| Vlastnosť | Meď (Cu) | Hliník (Al) |
|---|---|---|
| Bod topenia | ~1083°C | ~660°C |
| Tepelná vodivosť | Vysoká | Veľmi vysoká |
| Kryštálová štruktúra | FCC | FCC |
Vďaka týmto protichodným vlastnostiam je kontrola procesu zvárania absolútne nevyhnutná pre úspešný spoj.
Proces ultrazvukového zvárania medi a hliníka
Kontrola krehkej tvorby intermetalov: Keď sa meď a hliník zahrievajú a miešajú, vytvárajú rôzne intermetalické zlúčeniny3. Tieto zlúčeniny, ako napríklad Al₂Cu a Al₄Cu₉, sú notoricky známe svojou krehkosťou a náchylnosťou na praskanie.
Hrúbka tejto intermetalickej vrstvy je nepriateľom. Silnejšia vrstva má za následok slabší spoj. Hlavným cieľom je vždy udržať túto vrstvu čo najtenšiu, ideálne len niekoľko mikrometrov.
Dolaďovanie parametrov zvárania
Ako to teda dosiahneme? Odpoveďou je presná kontrola parametrov zvárania. Najdôležitejším faktorom je príkon tepla. Menej tepla znamená kratší reakčný čas a tenšiu krehkú vrstvu. Práve tu vynikajú pokročilé procesy, ako je ultrazvukové zváranie kovov. Vytvárajú spoj v pevnom stave s minimálnym množstvom tepla, čím obchádzajú mnohé problémy tavného zvárania.
| Parameter | Úprava | Vplyv na zvar Cu-Al |
|---|---|---|
| Príkon tepla | Minimalizujte | Znižuje hrúbku intermetalickej vrstvy |
| Rýchlosť zvárania | Zvýšenie | Obmedzuje čas pre rast intermetalických prvkov |
| Tlak | Optimalizácia | Zabezpečuje dobrý kontakt s atómom |
Na základe našich skúseností s projektmi je vyváženie týchto premenných kľúčové. Nie je to o jednom nastavení, ale o ich vzájomnej synergii. Takto zabezpečujeme pevné, trvanlivé a spoľahlivé spojenie kritických komponentov našich klientov.
Zváranie nepodobných kovov, ako je Cu-Al, je náročné kvôli krehkým intermetalickým častiam. Riešením je presná kontrola parametrov, najmä minimalizácia tepla. Toto starostlivé riadenie obmedzuje rast týchto slabých vrstiev, čím sa zabezpečí vytvorenie pevného a spoľahlivého spoja.
Bežné spôsoby porúch ultrazvukových zvarov
Rozpoznanie porúch zvarov je prvým krokom ku kontrole procesu. Každá chyba je vodítkom, ktoré priamo poukazuje na konkrétny problém vo vašom nastavení. Ide o diagnostikovanie príznakov, aby ste našli liek. Tým sa predchádza nákladným zmetkom a oneskoreniu výroby. Preskúmame najčastejšie spôsoby porúch, s ktorými sa stretnete.

- Zváranie pod vodou: Výsledkom je slabý spoj, ktorý ľahko zlyhá. Diely sa môžu zdať spojené, ale chýba im štrukturálna integrita. Je to jasný znak nedostatočnej energie, ktorá sa dostáva na rozhranie zvaru.
- Nadmerné zváranie: V tomto prípade sa používa príliš veľa energie. To môže spôsobiť praskliny, degradáciu materiálu alebo vzplanutie. To vážne ohrozuje pevnosť a vzhľad konečnej zostavy.
- Lepenie materiálu: Keď sa materiál roztopí a priľne k rohu, je to veľký problém. Táto chyba poškodzuje povrch súčiastky a môže zastaviť výrobu pre čistenie nástroja.
Diagnostika hlavnej príčiny
V spoločnosti PTSMAKE často pomáhame klientom riešiť problémy s ich zváracími procesmi. Logická diagnostická metóda je vždy najlepšou cestou vpred. Nižšie je uvedená tabuľka, ktorá spája bežné poruchy s ich pravdepodobnými príčinami.
| Defekt zvaru | Potenciálny problém parametrov | Spoločná oprava |
|---|---|---|
| Zváranie pod vodou | Nízka amplitúda, krátky čas zvárania, nízky tlak | Postupne zvyšujte parametre príkonu energie. |
| Nadmerné zváranie/praskanie | Vysoká amplitúda, dlhý čas zvárania, vysoký tlak | Systematicky znižujte príkon energie. |
| Lepenie materiálu | Nadmerné teplo, zlá povrchová úprava nástroja, nesprávny materiál | Znížte amplitúdu/čas, skontrolujte stav klaksónu. |
| Nekonzistentný peeling | Kolísanie parametrov, zlé prispôsobenie dielov | Kalibrácia zváračky, vylepšenie prípravkov na diely. |
Táto tabuľka slúži ako pevný východiskový bod pre riešenie problémov. Vždy upravujte jeden parameter po druhom, aby ste izolovali premennú, ktorá spôsobuje problém.
Rozpoznanie týchto chýb je veľmi dôležité. Ich prepojenie s parametrami procesu, ako je tlak, čas a amplitúda, umožňuje presné riešenie problémov. Tým sa zabezpečia konzistentné a vysokokvalitné zvary, čím sa ušetrí drahocenný čas a zabráni sa plytvaniu materiálom vo výrobnej linke.
Vplyv čistoty dielov na proces zvárania
Povrchové nečistoty sú významnou prekážkou pri dosahovaní pevného zvaru. Látky ako oleje, oxidy a výkresové zlúčeniny vytvárajú na kove bariéru. Táto bariéra zabraňuje priamemu kontaktu kovu s kovom, ktorý je potrebný na vytvorenie pevného spoja. Výsledkom je často nekonzistentný a štrukturálne slabý zvarový spoj.
Bežné kontaminanty a ich účinky
| Kontaminant | Primárny vplyv |
|---|---|
| Oleje a mazivá | Vytvára pórovitosť, oslabuje kĺb |
| Oxidy (hrdza) | Zachytené ako inklúzie, spôsobujú krehkosť |
| Kreslenie zlúčenín | Pôsobí ako fyzická bariéra, zabraňuje fúzii |
Preto je správne čistenie kritickým a neoddiskutovateľným krokom v pracovnom procese zvárania.
Účinky kontaminácie povrchu kovových častí
Ako znečisťujúce látky narušujú zváranie: Kontaminanty aktívne zasahujú do procesu zvárania. Vnášajú nežiaduce prvky a bránia úspešnému vytvoreniu skutočného metalurgického spoja.
- Problém s olejmi a tukmi: Pri zváraní sa oleje a tuky odparujú. Pri tomto procese sa uvoľňujú plyny, ktoré sa môžu zachytiť v roztavenom zvarovom kúpeli. Vznikajú tak malé bublinky, známe ako pórovitosť, ktoré spôsobujú, že konečný zvar je slabý a nespoľahlivý.
- Problém s oxidmi: Oxidy, ako napríklad hrdza, majú zvyčajne oveľa vyššiu teplotu topenia ako základný kov. Počas zvárania sa správne neroztavia. Namiesto toho sa vo zvare zachytia ako pevné inklúzie, čo znižuje pevnosť a ťažnosť spoja.
- Bariérový efekt: V konečnom dôsledku všetky kontaminanty tvoria špinavú medzifázová vrstva5 na povrchu materiálu. Táto bariéra fyzicky oddeľuje kovové časti. Niektoré procesy, ako napríklad ultrazvukové zváranie kovov, závisia od absolútne čistého povrchu, aby sa vytvoril spoj. Táto znečistená vrstva pohlcuje energiu, narúša tok tepla a bráni správnemu spojeniu.
| Typ kontaminantu | Mechanizmus narušenia | Dôsledky |
|---|---|---|
| Organické (olej) | Odparovanie a tvorba plynu | Pórovitosť, vodíková krehkosť |
| Anorganické (oxid) | Vysoký bod topenia | Inklúzie, znížená ťažnosť |
| Spracovanie (zložené) | Fyzická bariéra | Nedostatok fúzie, slabé spojenie |
V minulých projektoch spoločnosti PTSMAKE sme identifikovali nedostatočné čistenie ako priamu príčinu zlyhania komponentov. Je to základný krok pre každý spoľahlivý výrobný proces.
Znečisťujúce látky, ako sú oleje a oxidy, vytvárajú bariéru, ktorá bráni správnemu spojeniu kovu s kovom. To vedie k slabým zvarom s defektmi, ako sú pórovitosť a inklúzie. Správna príprava povrchu je nevyhnutná na dosiahnutie spoľahlivej kvality a pevnosti zvaru.
Typy spätnej väzby v moderných zváračkách
Moderné zváračky ponúkajú presnú kontrolu nad procesom spájania. Výber správneho režimu riadenia je kľúčom k dosiahnutiu konzistentných výsledkov. Nie je to univerzálna situácia. Každý režim poskytuje iný spôsob riadenia cyklu zvárania. Výber závisí od materiálov, geometrie dielov a požiadaviek na kvalitu.

Porovnanie režimov ovládania kľúčov
Pochopenie najlepšieho prípadu použitia pre každý režim zabraňuje bežným chybám pri zváraní. Zabezpečuje stabilitu vašej výrobnej linky.
| Režim ovládania | Primárna funkcia |
|---|---|
| Čas | Zvára na pevne stanovený čas. |
| Energia | Dodáva prednastavené množstvo energie. |
| Špičkový výkon | Zastaví zváranie na cieľovej úrovni výkonu. |
| Vzdialenosť | Zvára, kým sa nedosiahne určitý kolaps. |
Tento výber priamo ovplyvňuje kvalitu konečného výrobku.
Praktická príručka o režimoch riadenia: Výber správneho ovládacieho prvku je rozhodujúcim krokom. Zabezpečuje, aby každý zvar spĺňal prísne špecifikácie. Platí to najmä pre vysoko presné aplikácie. V minulých projektoch spoločnosti PTSMAKE sme videli, ako môže zmena režimu vyriešiť pretrvávajúce problémy s kvalitou.
Ultrazvuková kontrola zvarov a jej využitie v NDT
Ultrazvuková kontrola (UT) je metóda nedeštruktívneho testovania, ktorá využíva vysokofrekvenčné zvukové vlny na detekciu a meranie diskontinuít v priemyselných komponentoch.
Základné princípy ultrazvukovej kontroly
Pri ultrazvukovej kontrole (UT) sa do skúšaného objektu zavádzajú ultravysokofrekvenčné zvukové vlny. Technici umiestnia ultrazvukový menič (sondu) na povrch materiálu, pričom medzi sondu a testovaný objekt nanesú kvapalné alebo gélové spojovacie médium (couplant), ktoré umožňuje efektívny prenos zvukových vĺn. Menič premieňa elektrické impulzy na zvukové vlny a následne prijíma odrazené signály, ktoré opäť konvertuje na elektrické impulzy zobraziteľné na displeji prístroja. Keď zvukové vlny narazia na reflektor-materiál s odlišnou hustotou a akustickou rýchlosťou-odrazia sa späť k meniču.
Výhody a obmedzenia kontroly zvarov ultrazvukom
Ultrazvuková kontrola (UT) patrí medzi najpoužívanejšie metódy nedeštruktívneho testovania v priemysle. Uplatňuje sa vo výrobe, energetike či petrochemickom sektore, kde je potrebné spoľahlivo odhaliť vnútorné chyby materiálov a zvarov.
Obmedzenia ultrazvukovej kontroly (UT)
- Zložité geometrie: Kontrola nepravidelných tvarov a zložitých geometrií môže byť v UT náročná.
- Príprava povrchu: UT vyžaduje dobrý kontakt medzi sondou a materiálom, čo znamená, že je potrebná dôkladná príprava kontrolovaného povrchu.
- Nutnosť väzobného prostriedku: Na vytvorenie kontaktného rozhrania medzi sondou a materiálom je potrebné použiť gél alebo kvapalné médium.
- Vlastnosti materiálu: UT môže byť menej účinná pri materiáloch, ktoré rozptyľujú alebo absorbujú zvuk, ako sú betón, nerezové odliatky alebo mäkké polyméry.
- Orientácia diskontinuít: Určité typy chýb môžu byť náročné na detekciu v závislosti od ich orientácie, čo si môže vyžiadať kombináciu UT s inými metódami.
- Potrebné školenie a skúsenosti: UT vyžaduje vysokú úroveň odbornosti. Technici musia mať znalosť fyzikálnych princípov a byť schopní analyzovať a správne interpretovať výsledky.
Interakcia zvukových vĺn s materiálmi
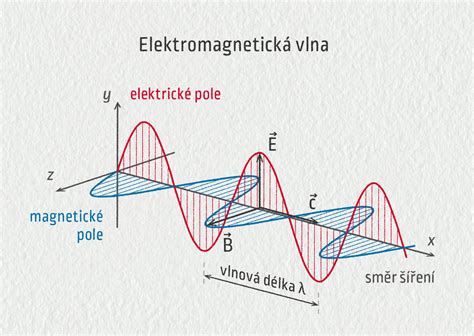
Zvukové vlny používané pri ultrazvukovej kontrole (UT) v priemyselných aplikáciách majú frekvenciu vyššiu ako rozsah ľudského sluchu, často presahujú 1 MHz, aby zabezpečili presné merania.
Lom
Podobne ako slamka vyzerajúca ohnutá vo vode, zvukové vlny menia smer, ak dopadajú pod uhlom na povrch.
Typy vĺn pri ultrazvukovej kontrole
Použitím rôznych typov meničov môžu odborníci na nedeštruktívne testovanie (NDT) generovať ultrazvukové vlny, ktoré sa v materiáloch šíria rôznymi spôsobmi.
Režimy ultrazvukového skúšania
Ultrazvuková kontrola je založená na usmerňovaní zvukových vĺn pomocou meničov-zariadení vyrobených z piezoelektrických materiálov, ktoré premieňajú elektrické impulzy na zvukové vlny.
- S-scan: Umožňuje súčasné vysielanie UT vĺn pod rôznymi uhlami.
Techniky ultrazvukovej kontroly
Ultrazvuková kontrola využíva rôzne techniky na detekciu a meranie diskontinuít v materiáloch.
- Imerzná technika: Prebieha pomocou vodného stĺpca s vodotesnými meničmi, ktoré zabezpečujú rovnomerný prenos ultrazvukových vĺn.
- Technika vzduchovou väzbou: Je bezkontaktná ultrazvuková metóda, pri ktorej sa ultrazvukové vlny prenášajú vzduchom bez potreby spojovacieho prostriedku.
V petrochemických závodoch sa ultrazvuková kontrola (UT) využíva denne na meranie hrúbky stien tlakových nádob a potrubí, kde sa sledujú príznaky korózie a opotrebenia.
Použitie UT v rôznych priemyselných odvetviach
Ultrazvuková kontrola (UT) sa využíva pri testovaní takmer všetkých pevných materiálov, od jemnozrnných hliníkových zliatin, ocelí a ďalších kovových zliatin až po kompozity a plasty.
- Výroba a strojárstvo: UT je nevyhnutná pri výrobe kovových materiálov na meranie hrúbky a detekciu diskontinuít počas výroby produktov, ako sú plechy, rúrky, potrubia, tyče a kované súčiastky.
Pri testovaní sa na povrch zvaru zámerne umiestni umelý zárez alebo drážka pomocou pílky alebo rezacieho kotúča pozdĺž primárnej osi zvaru, aby sa uľahčilo zlomenie v stredovej línii zvaru. Hĺbka zárezu je približne 2-3 mm, v závislosti od hrúbky zvaru. V tenkých materiáloch môže byť hĺbka zárezu menšia ako 2 mm. Testovanie lomu zvaru je testovacia metóda, ktorá odhaľuje nedostatok fúzie a pórovitosť.
AS/NZS 2205.4.1 Metódy deštruktívneho skúšania zvarov kovov - Metóda 4.1: Lomová skúška. Táto norma popisuje rozmery skúšobnej vzorky a skúšobné metódy na vykonávanie lomových skúšok s cieľom získať informácie o typoch, veľkostiach a distribúcii vnútorných defektov, ako sú póry, trhliny, nedostatok fúzie, nedostatok prieniku a pevné inklúzie na povrchu lomu. AS 2205.4.2 Metódy deštruktívneho skúšania zvarov v kove - Skúšanie lomu v rohu. AS/NZS 1665 Zváranie hliníkových konštrukcií.
Naša organizácia má silný personál, ktorý pozorne sleduje vývoj v oblasti vedy a techniky vo svete a neustále sa zlepšuje.
Makroskopické, mikroskopické a mikroskopické vyšetrenie sa často používa na odhalenie makroskopických alebo mikroskopických znakov zvarového spoja skúmaním prierezov. Účelom makroskopických a mikroskopických vyšetrení je posúdiť štruktúru samostatne alebo vo vzťahu k rôznym trhlinám a dutinám. Skúšobné vzorky sú zvyčajne orientované kolmo na os zvaru, vrátane návarov a tepelne ovplyvnených oblastí na oboch stranách zvaru. Skúšobné vzorky však možno použiť aj na iné aspekty. EUROLAB pomáha výrobcom pri testovaní súladu s normou ISO 17639. Naši testovací experti s ich profesionálnym pracovným poslaním a princípmi poskytujú vám, našim výrobcom a dodávateľom, tie najlepšie služby a kontrolovaný testovací proces v našich laboratóriách.
Na kužeľovom prechode z hriadeľa do prírubovej časti na strane turbíny boli zistené defekty komunikujúce s povrchom. Pri následnej ultrazvukovej kontrole u výrobcu vykonanej štandardou odrazovou metódou boli na viacerých miestach pod kužeľovým prechodom zistené vnútorné defekty v hĺbke niekoľko desiatok milimetrov.
Na nosníku, ktorého profil je tvorený ohýbaným plechom hrúbky asi 2mm sú dva pozdĺžne laserové zvary spájajúce preplátované uzatvárajúce časti profilu. Požaduje sa preskúšanie oboch zvarov po celej dĺžke. Vložky do valcov sú liatinové, ich hrúbka je v konečnom stave asi 2,5 mm a vonkajší povrch nie je hladký, ale má závit (resp. obvodové drážky) po celej svojej dĺžke. Blok motora je odliatok z Al zliatiny, hrúbka valcovej časti, do ktorej sa vkladajú vložky je spolu so stenou vložky 6 - 8 mm - merané pri hornom okraji valcov.
Častým problémom pri skúšaní tupých V zvarov ultrazvukom je odlíšenie neprievarov od kvapľov v koreni. Obe tieto chyby sa prejavujú veľmi podobnými indikáciami. Ich echá majú približne rovnakú amplitúdu s maximom vo vzdialenosť odrážajúci miesta sa nachádzajú v tesnej blízkosti osi zvaru.
Pre každé zariadenie či už je to potrubie alebo skladovacia nádrž s nebezpečnými látkami je nutné zabezpečovať pravidelnú kontrolu a údržbu. Dobrá znalosť stavu je nevyhnutná pre prevádzku. Z hľadiska pravidelnej diagnostiky je nedeštruktívne testovanie veľmi dôležité pre kontrolu najmä korózneho napadnutia.
Výroba keramických izolátorov predstavuje zložitý proces, pri ktorom môže dôjsť k výrobe chybných izolátorov s vnútornými chybami ako sú nehomogenity typu kovových vmestkov, preloženej hmoty, prasklín a podobne. Tieto chyby sa prejavia až pri konečnej skúške pevnosti alebo až po určitej prevádzkovej dobe, čo je nežiaduce. Neodhalené chyby znamenajú zvýšené náklady a straty u výrobcu alebo zbytočné škody u prevádzkovateľov vedení. Pri prenosovej sústave vysokého napätia 440 kV v Slovenskej republike dochádzalo v posledných rokoch k výrazne vyššiemu počtu havárií. Náklady spojené s prerušením dodávky elektrického prúdu a taktiež aj následným odstránením poruchy sú veľmi vysoké. Použitie nedeštruktívnej metódy ultrazvukom sa ukázalo ako najúčinnejšia metóda pri kontrole exponovaných tyčových izolátorov bez ich mechanického porušenia.
Hrubostenné výkovky patria k výrobkom, u ktorých ako jediná prakticky použiteľná NDT metóda zisťovania vnútorných defektov prichádza v úvahu skúšanie ultrazvukom. Je známe, že defekty, vyskytujúce sa u výkovkov sú orientované prevažne paralelne s tvárniacimi vláknami, pričom, môže ísť o celé spektrum rôzne závažných defektov od vmestkov až po trhliny rôzneho pôvodu. Chyby ako trhliny sa môžu vyskytnúť už v procese výroby, ale keďže u veľkých výkovkov ide väčšinou o výrobky vystavené v prevádzke veľkému namáhaniu, môžu sa trhliny vyvinúť tiež ako výsledok degradačných procesov po dlhodobej prevádzke výrobku. Tie najzávažnejšie defekty, ktoré môžu vyradiť zariadenie z prevádzky, spravidla nemožno dostatočne charakterizovať tzv. náhradnou veľkosťou, ale bolo by potrebné zobraziť ich rozloženie v priereze výkovku.
Zámok lopatiek turbín je miestom výskytu trhlín, ktoré môžu ohroziť prevádzku samotnej turbíny. Je to diel komplikovanej geometrie, v prevádzke spravidla neprístupný žiadnej povrchovej ba ani vizuálnej metóde nedeštruktívneho skúšania. Prakticky jedinou možnou metódou jeho kontroly je ultrazvuková odrazová metóda. Technikou "phased array" je pri skúšaní zámkov lopatiek turbín možno odhaliť trhliny na miestach, kde by to klasickou technikou nebolo možné. Samotné vykonanie skúšky je rýchle, nález je prezentovaný vo forme sektorového obrazu s možnosťou uloženia pre účely dokumentácie alebo posúdenia zmien pri následných meraniach.
Dlhodobou spoluprácou s domácimi, ale aj zahraničnými výrobcami automobilov ( napr. VW Slovakia Bratislava, Škoda Auto Mladá Boleslav .... ), tím pracovníkov spoločnosti vypracoval postupy, metodiku kontroly bodových zvarov ultrazvukom, hodnotenie zistených nálezov a ich archiváciu pre tvorbu štatistík. Ultrazvukovou kontrolou možno včas odhaliť zhoršujúci sa trend kvality zváraných bodov a taktiež taktiež z ekonomického hľadiska eliminovať tzv.
V prevádzkach jadrovej energetiky a ťažkých chemických prevádzkach sa pomerne často stretávame s problémom skúšania heterogénnych zvarov spájajúcich feritické a austenitické časti a tiež s problémom skúšania austenitických zvarových spojov. Vzhľadom na fakt, že tieto zvary sa štandardnými ultrazvukovými technikami skúšajú veľmi obtiažne, je opodstatnené preveriť viaceré techniky ultrazvukového skúšania a na základe výsledkov takýchto testov vybrať najvhodnejšiu z nich pre skúšanie v reálnych prevádzkových podmienkach.
Jednou z požiadaviek pri nedeštruktívnom skúšaní dlhodobo prevádzkovaných tlakových zariadení je, aby použitá NDT metóda bola schopná včas zistiť rozvoj defektov vo zvarových spojoch a skontrolovať oblasti, kde boli neprípustné defekty vo zvaroch odstránené. V prípade nádob s väčšou hrúbkou steny sa zvary skúšajú ultrazvukovou metódou, v našich podmienkach bohužiaľ zatiaľ stále veľmi často realizovanou ako manuálne skúšanie s analógovým, v lepšom prípade digitálnym ultrazvukovým prístrojom a vyhodnotením nálezov založeným na hodnotení amplitúdy ech metódou AVG prípadne pomocou kriviek DAC.
Skúšanie ultrazvukom je uznávanou defektoskopickou metódou často používanou na skúšanie zvarových spojov. Zahrnuje široký rozsah hrúbok zváraných materiálov a tým aj rôzne typy zvarových spojov. Jej moderné techniky TOFD a „phased array“ majú zvláštny význam pri skúšaní zvarov dlhodobo prevádzkovaných tlakových nádob, a to najmä pre schopnosť určiť hĺbkový rozmer defektu naprieč zvaru, čo je klasickou ultrazvukovou metódou často nemožné. Napriek zrejmým prednostiam sa u nás tieto techniky presadzujú dosť ťažko. Jednou z príčin je fakt, že väčšina jestvujúcich noriem a teda aj kritérií prípustnosti je stavaných na klasickú ultrazvukovú odrazovú techniku a hodnotenie nálezov na základe amplitúdy odrazeného signálu.
At this part is desription of the diagnostic and ultrasonic method that provides inspection on the hanging insulators of interrupted high- voltage transmission lines. It describes different localization and types of the defects under hanging metal armature. The method explains the causes which guided to the evaluating cracks on the end of ceramic insulators under hanging metal armature.
Úlohou mechanizovanej ultrazvukovej kontroly je nahradiť najmä rádiografickú kontrolu, pretože je rýchlejšia, bezpečnejšia a dáva lepšie informácie o veľkosti a polohe defektu. Jej významnou výhodou je to, že oproti rádiografii v mnohých prípadoch výrazne znižuje náklady kontroly. Pri kontrole kvality a spoľahlivosti obvodových zvarov potrubí plynovodov alebo ropovodov sa dosiaľ využívali a využívajú systémy s použitím niekoľkých ultrazvukových sond umiestnených po oboch stranách obvodového zvaru, z ktorých každá dvojica sond bola zameraná na určitú časť prierezu zvaru ( viď uvedené obrázky).
Byl-li podle obecných norem nebo regulačních směrnic detekovány souvislé trhliny na vnitřním povrchu, musí být následně přesně stanoven rozměr. Při tomto výchozím procesu je obvykle vyžadováno použití stejné 1.5, 2.25 nebo 5MHz frekvence příčné vlny úhlové sondy, která byla použita během detekce. Následné vyhodnocení signálu amplitudy, doba dopadu a odrazu, dynamika echa a doba trvání impulsu pomohou určit, jestli je tento signál odrazem z vnitřního povrchu, protilehlého vývrtu, kořene sváru nebo zda jde o skutečnou vadu. Další metodou, která může být použita pro stanovení vady je použití jednoměničové sondy s podpovrchovou vlnou.
Už v počiatkoch ultrazvukového skúšania sa vyvíjalo značné úsilie na hľadanie takej techniky skúšania, ktorá by poskytovala názorný obraz nálezov v skúšanej časti a vysokú mieru reprodukovateľnosti. Vzorom bola do značnej miery rádiografia a očakávalo sa, že ultrazvukom je v zásade možné získať obraz skutočných chýb materiálu, pokiaľ sú dosť veľké. Z fyzikálneho hľadiska išlo vlastne o zlepšenie rozlišovacej schopnosti. Tento cieľ sa podarilo do značnej miery splniť ultrazvukovou tomografiou. Principiálne však nemožno očakávať kvalitu zobrazenia porovnateľnú s rádiografiou. V porovnaní s rádiografiou je rozlišovacia schopnosť a citlivosť dosiahnutá ultrazvukom rádovo horšia, čo vyplýva z vlnovej povahy ultrazvuku.
Phased array is now a mature and widely adopted technology, and allows for highly efficient UT inspections on critical components in aerospace, oil & gas, heavy industry and power generation plants. Still, the industry is continuously looking for innovative and efficient inspection solutions to more challenging inspection configurations, and this requires advanced software features.
Problematika skúšania lopatiek turbín je komplexný problém. Hľadanie vnútorných chýb pomocou ultrazvuku je vhodnou metódou ale je veľmi náročné. Spôsobuje to rozmanitý tvar zámkov, otvorov, zakrivených plôch nevhodných na presné uloženie snímacích sond a vhodné smerovanie ultrazvukového signálu do požadovaných oblastí. Táto správa má za úlohu upovedomiť, výrobcov, prevádzkovateľov turbín, resp.
Existuje množstvo odvetví, v ktorých modelovanie nahradzuje časovo, finančne alebo technicky náročné experimenty. Vývoj výpočtovej techniky a softwaru dospel do štádia praktického využívania modelovania a simulácie.
tags: #ultrazvuk #a #prechadzanie #kovom